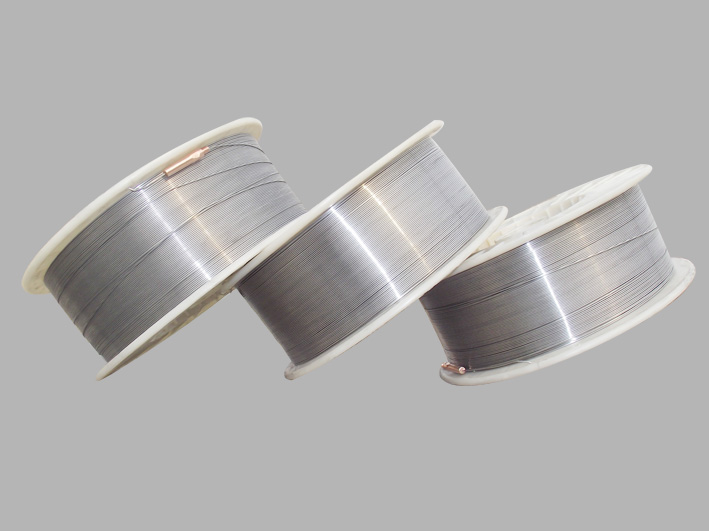
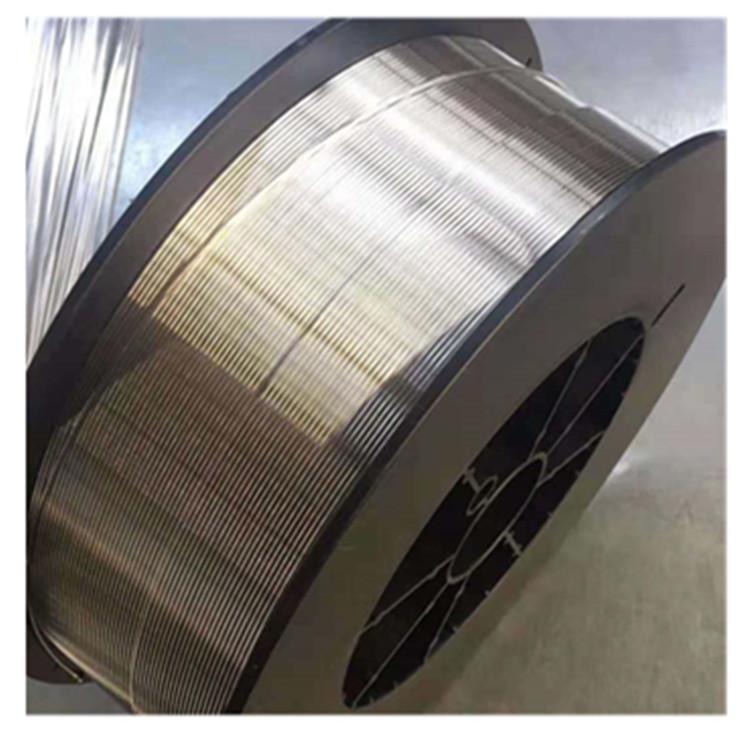
D888Ni耐磨焊丝HRC60-68°高耐磨修复矿山机件堆焊药芯焊丝

价格: 元(人民币)
产地:江苏苏州市
最少起订量:千克
发货地:江苏苏州市
上架时间:2025/1/6
浏览量:2
苏州壹胜佰焊接材料有限公司
经营模式:贸易型
公司类型:私营独资企业
所属行业:焊接材料与附件
主要客户:
联系方式
联系人:任总 ()
手机:
电话:
传真:
邮箱:1668194600@qq.com
地址:
声明:以上所展示的信息由会员自行提供,内容的真实性、准确性和合法性由发布会员负责。本网对此不承担任何责任。友情提醒:为规避购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。