

联系人:谭窑 (先生)
手机:
电话:
传真:
邮箱:1594751750@qq.com
地址:广州市黄埔区开源大道188号B栋6楼
塑料热铆接机:用来连接由塑料与其它材料的制件,使热固性塑料与热塑性塑料制件之间、塑料制件与金属之间连接的一种技术。
是一种简单、低廉、高效、简易的永久性固定装配的有效方法。在型模基础上热熔延展再成型,多点同时进行铆接固定,无须外加零部件、填料,使产品结构紧凑且装配牢固。
此类技术可广泛用于电子、汽车等行业。如:电路板、音响、汽车门板、发动机盖、车载T-Box、电机盒、散热器等方面。
现在的塑料热铆接方式有:超声波铆接、热熔铆接。对比与超声波的高昂价格,热熔的方式更易被大众接受。
但是传统的热熔方式(电热模头,类似烙铁)升温慢,对热熔头的温度控制不精准。而因为塑料的特性,温度太低,融化不彻底,连接面会有缝;温度过高容易碳化或出现裂纹,都会使强度变低。
我这里介绍一种新型的热熔方式,就是用脉冲热压焊电源来控制热熔头的熔融温度和冷却温度。

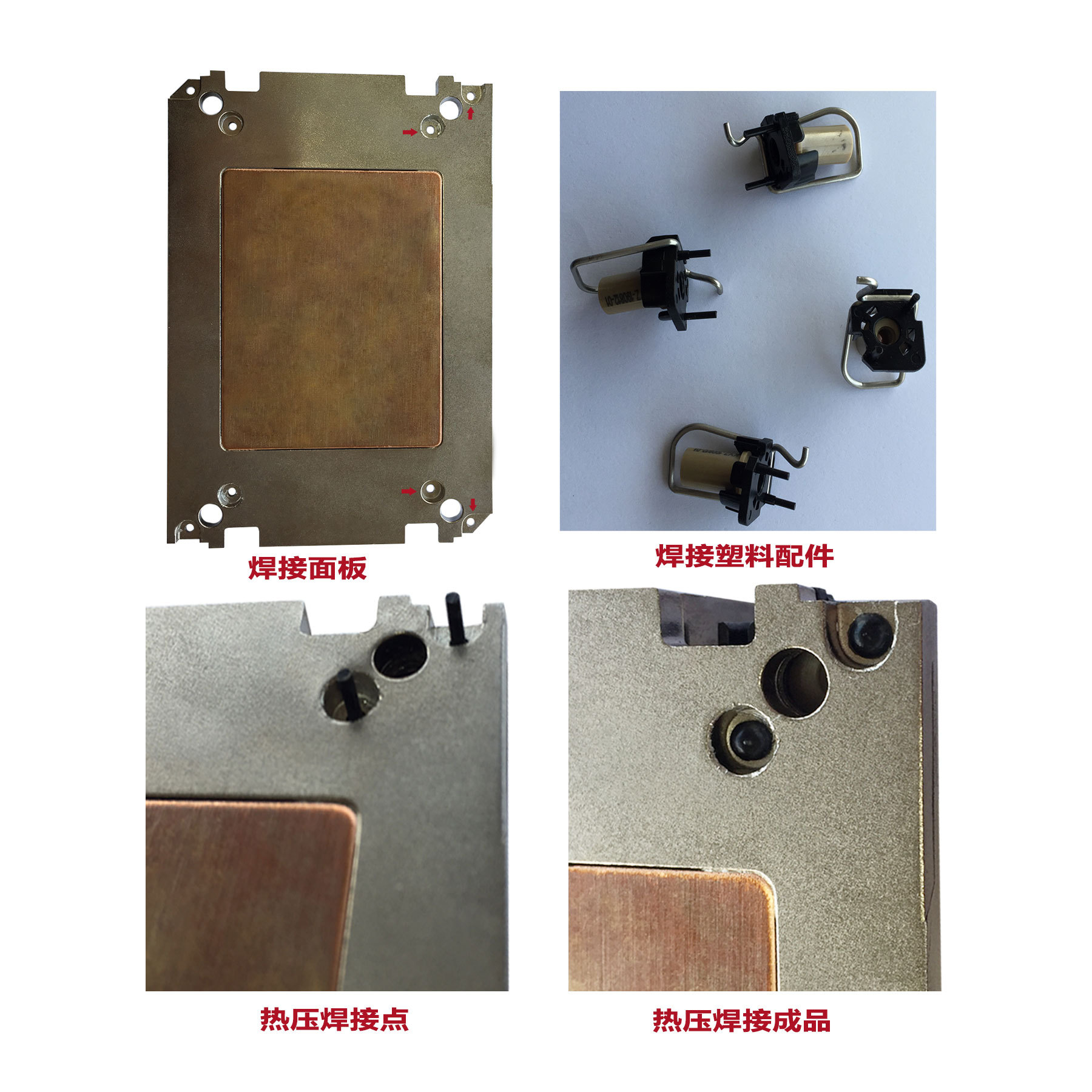
以塑料热压焊接举例:
塑料件热熔后,“蘑菇头”表面光滑无裂纹,没碳化,与金属面无缝隙,无拉丝、毛刺,尺寸、拉力(>160N)符合客户要求。
JYRP 系列塑料熔接机的优势:
热电偶测温反馈、电流精密调节的脉冲加热系统保证时间上和空间上的稳定性,避免熔接过程中的飞溅,开裂等现象,提升焊接品质;
熔接完成后快速冷却,以防抽丝,提升熔接效率的同时保证了熔接后的产品外观。
可匹配固定式和手持式机头,以便操作。
提供完善的工艺解决方案,面向对象设计不同材质不同结构的热压头,满足熔接后所需求形状的要求。
适用于各类塑料,树脂熔接。


JYRP 系列塑料熔接机熔接实例
脉冲热压焊实现塑料热熔铆接的操作流程:
1、上料;人工或机械手把产品放到治具上,通过料带到设定位置。
2、熔融;设定下压位移,启动电源,在压力和热量的作用下,塑胶柱慢慢融化,焊头慢慢下压到底。
3、冷却成型;通过冷却(一般风冷),温度下降到设定温度(塑胶熔点以下),塑胶凝固成型,焊头上抬。
4、出料。
一个完整的 cycle time 包括进料时间、下压时间、升温时间、预热时间、焊接时间、冷却时间、抬起时间、出料时间。进料、下压、上抬、出料时间机构可控,暂认为3s。升温速度可调,一般时间为1-2s,焊接时间2-3s,冷却时间3-6s。因此,一个产品的热熔成型工艺大概需要9-14s。
工件的熔接难点
我觉得工件的熔接过程中,如何保证塑料焊点表面光滑,无毛刺是关键。有朋友在与我讨论的过程中提到,他们熔接类似产品时会遇到:表面有毛刺、塑料溢出、粘焊头等问题。有些会采用频繁清理焊头、或喷脱模剂、或给工件覆盖热熔胶纸等方法来解决以上问题,这些解决方案只能说治标不治本,既增加了工序又增加了成本。我们经过反复验证,在焊头从选料和设计加工都有严谨的要求,再匹配热熔焊机优化的焊接参数,来保证焊接时温度和冷却脱模时温度的精准。不用添加辅助材料一次热熔成型,无溢胶、无毛刺。
脉冲热压焊机推荐:
JYRP系列是广州市精源设备有限公司专门为塑料熔接所设计一系列热压焊电源。区别于对锡的焊接,塑料的融化成型更难以控制,JYRP系列塑料熔接电源可以很好的保证塑料成型后的光洁度,紧固性和强度。其中包括JYRP-01L、JYRP-02L、JYRP-03L。这三个型号的主要区别是功率大小不一样和升温速度不一样。
|
型号 Type |
JYRP-01L |
JYRP-02L |
JYRP-03L |
|
输入电压 / Input voltage (V) |
220V |
220V |
220V |
|
额定功率 / Rating capacity (kVA) |
4 |
6 |
10 |
|
温度设定范围 / Temperature setting (℃) |
50-600 |
50-600 |
50-600 |
|
升温速度(由室温升到设定温度) |
可调 |
可调 |
可调 |
|
逆变频率 / Inverting frequency (kHz) |
4 |
4 |
4 |
|
加热阶段 Heating stage |
2 |
2 |
2 |
|
存储焊接规范数 / schedules |
20 |
20 |
20 |
|
外形尺寸 / Dimensions (L*B*H) (mm) |
435*185*320 |
435*185*320 |
435*185*320 |
|
重量 / Weight (kg) |
18 |
20.5 |
22 |
温度设定范围:0-600℃,升温速度快,一般1s内可升到设定温度。
1、热电偶测温反馈、电流精密调节的脉冲加热系统保证时间及空间上的稳定性,避免熔接成型过程中的塌陷、碳化开裂等现象,提升焊接品质;
2、加热时间(0.01s)、焊接温度(0.1℃)精确调节,可设置冷却抬起的温度,保证凝固成型,以防抽丝;
3、显示温度曲线,实时数字化的参数不仅可保证成型后的外观,亦可保证强度稳定可靠。
4、热熔焊头经过多次严谨的测量,计算,设计,试验,以确保焊头的发热位置准确,发热均匀,保证熔化成型后的可靠性,保证无溢胶无塌陷。

