联系人:吴行 (先生)
手机:18168867143
电话:0510-82442260
传真:0510-84060001
邮箱:wh@hope-tec.cn
地址:无锡市梁溪区广瑞路555号江南城206室



攻丝是机加工中必备的工序,目前攻丝用刀柄主要有两大类,刚性攻丝和柔性攻丝。所以有两大类刀柄:刚性攻丝刀柄和柔性攻丝刀柄。
柔性攻丝刀柄具有很大的轴向补偿功能,能很好的解决机床主轴转速与进给不同步的问题,特别是在摇臂钻上使用。但是随时CNC机床的普及,柔性攻丝刀柄的缺点开始逐渐显现:
1,攻丝效率低下;
2,攻丝深度无法准确控制(因轴向浮动距离往往大于10mm);
3,柔性攻丝不能使用挤压丝锥
刚性攻丝普遍使用于带转速与进给同步的CNC机床,
而刚性攻丝相比柔性攻丝的优点:
1,攻丝效率提高;
2,螺纹深度可控;
3,可以使用挤压丝锥
但是刚性攻丝由于不具备补偿功能,
又有如下缺点:
1,丝锥磨损快,寿命相比柔性攻丝要低;
2,由于数控系统响应速度不够,造成加工效率不够高;
3,刚性攻丝对设备、刀具的精度要求高。
综上所述:柔性攻丝补偿量过大,刚性攻丝补偿量为零都容易产生一系列问题。
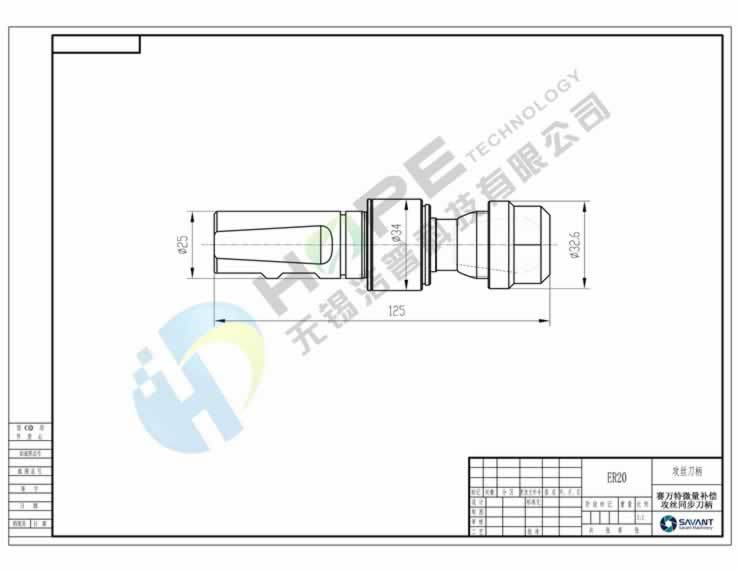
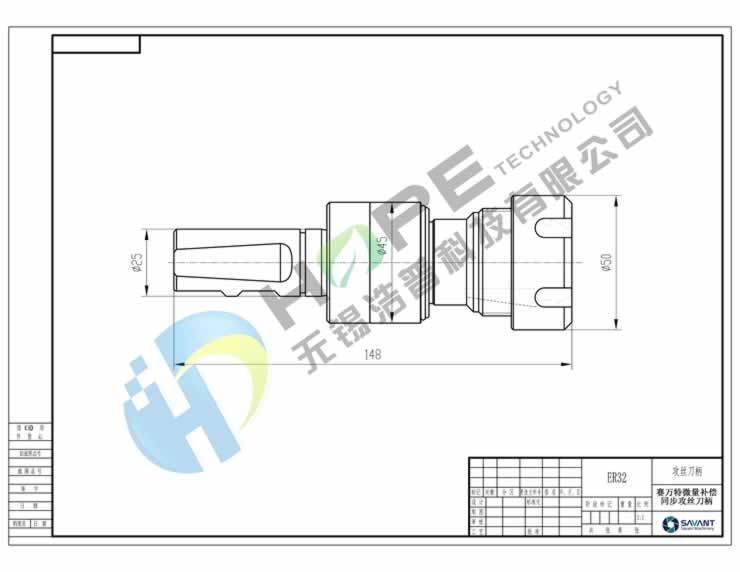
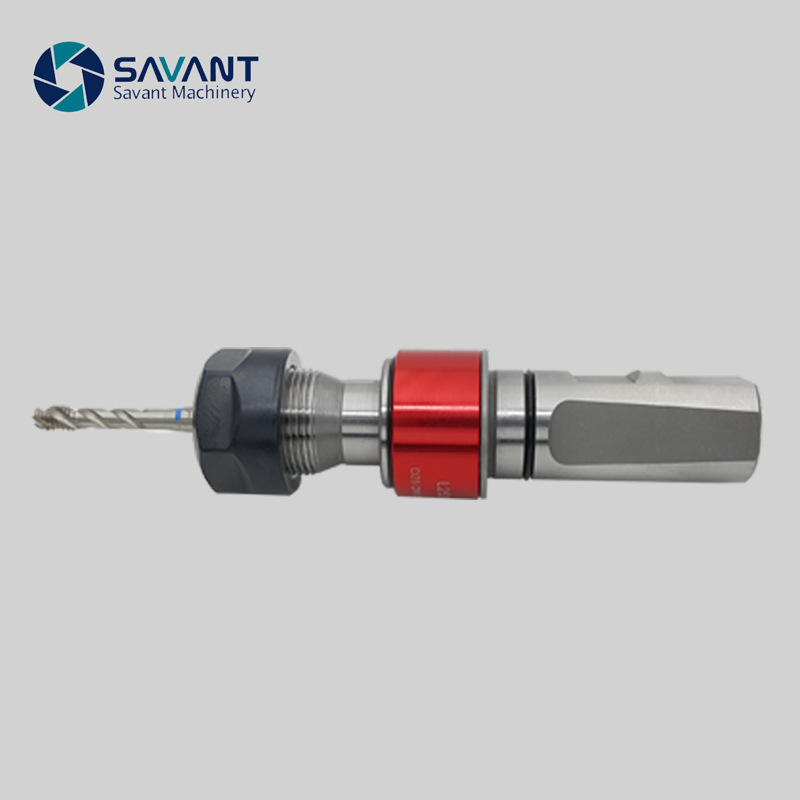
Savant微量补偿同步刀柄(简称微量攻丝刀柄)应运而生:
它可以在刚性攻丝的同时提供轴向的微量补偿,即补偿机床主轴转速与进给的不同步,同时径向的刚性加工。
Savant微量补偿攻丝刀柄能:
1,降低对机床的精度要求 ;
2,可以使用挤压丝锥;
3,提高加工效率;
4,提高丝锥使用寿命;
5,提高螺纹精度及螺纹表面质量;
目前我司SAVANT微量补偿同步攻丝刀柄有如下两种规格为标准品,欢迎选购: