
СЊЯЕШЫЃККЮОРэ (ЯШЩњ)
ЪжЛњЃК
ЕчЛАЃК
ДЋецЃК
гЪЯфЃК13928402219@139.com
ЕижЗЃКЩюлкЪаБІАВЧјаТАВНЈАВвЛТЗ97КХ
дкЕчСІЯЕЭГЪфБфЕчЙЄГЬжаДѓСПЪЙгУЕчСІЕчРТЁЃЪмжЦгкЙЉЛѕГЄЖШМАЪЉЙЄВМЯпЕШЪЕМЪЧщПіЃЌЕчРТЪЉЙЄжаБиаыЪЙгУДѓСПЕФЕчРТжаМфНгЭЗНјааСЌНгЁЃФПЧАЦеБщЪЙгУВЛЭЌЙцИёаЭКХЕФЕчСІН№ОпНјааЛњаЕбЙНгЃЌЕЋЪЧИУЙЄвеДцдквўЛМЁЃ
ЃЈ1ЃЉгЩгкНєЙЬМўЫЩЖЏЁЂНкЕуИЏЪДЕШдвђЃЌЛњаЕбЙНгСЌНгЕуЕчзшЕМЕчадФмНЋЫцзХЪБМфЕФдіГЄЖјИФБфЁЃЛњаЕбЙНгКѓбЙПгБфаЮНЯДѓЃЌвзв§Ц№ЕчГЁЛћБфЃЌжТЪЙбЙПгФкЦјЬхзЊвЦжСИпГЁЧПДІЗЂЩњгЮРыЃЌЖјЪЙОјдЕЛїДЉЁЃжаМфНгЭЗЙЪеЯЖргЩЩЯЪідвђдьГЩЁЃ
ЃЈ2ЃЉЛњаЕСЌНгЕФСЌНгЕуЃЌПЙРЧПЖШДѓЮЊНЕЕЭЁЃгЩгкЕчСІЕчРТздШЛРСІЁЂЕиПЧдЫЖЏЕШдвђЃЌСЌНгЕуЛсГЩЮЊЕМЯпПЙРЕФБЁШѕЛЗНкЃЌГЄЦкЪмСІЕФСЌНгЕуЛсГіЯжЫЩЖЏЃЌИјЕчЦјСЌНгДјРДжиДѓЕФАВШЋвўЛМЁЃ
ЃЈ3ЃЉСЌНгЕуЛЙЪЧДѓЕчСїГхЛїЧжЪДЕФБЁШѕЛЗНкЁЃСЌНгЕугыЕМЯпБОЩэДцдкЕчзшВюЃЌДѓЕчСїЭЈЙ§ЪБЃЌСЌНгЕуЛсВњЩњЗХШШЃЌетИіЙ§ГЬжаШШеЭРфЫѕЕШЛсЕМжТСЌНгЕуЫЩЖЏЁЃ




ЃЈ4ЃЉЕчРТжаМфНгЭЗЛњаЕбЙНгЙЄзїЭЈГЃдкЛЇЭтЃЌЫљашЙЄЦїОпНЯЖрЃЌВЛБуаЏДјЃЌВЂЧвВйзїДѓаЭбЙНгЩшБИашвЊзЈвЕШЫдБЃЌВйзїНЯЗБЫіЁЃ
2 ЗХШШШлНгЕФдРэ
еыЖдЛњаЕбЙНгЕчСІЕчРТжаМфНгЭЗДцдкЕФжюЖрЮЪЬтЃЌПЩГЂЪдЪЙгУЗХШШШлНгЗЈЁЃЗХШШШлНгРћгУЛюадНЯЧПЕФТСНЋбѕЛЏЭЛЙдЃЌЭЈЙ§УїЛ№в§Ц№ШлНгЕФЃЌЫВМфЭъГЩбѕЛЏЭЕФЛЙдЃЌећИіЙ§ГЬНіаш2ЁЋ3sЃЌЗДгІЫљЗХГіЕФОоДѓШШСПЪЙБЛКИНгЕФЕМЯпЖЫВПгыШлМСжаЛЙдГіЕФЭЗжзгвЛЦ№ШлЛЏЃЌаЮГЩгРОУадЕФЗжзгНсЙЙКЯГЩЁЃ
ЗХШШШлНгОпгавдЯТжївЊЬиЕуЁЃ
ЃЈ1ЃЉНгЭЗДІВЛЪмЫВМфДѓЕчСїЕФгАЯьЁЃЖЬТЗЕчСїЧжЯЎЪБЃЌЗХШШНгЕФШлНгЕуШлЛЏЫйЖШШѕгквЛАуЕчЦјЕМЬхЃЌВЛвзЪмЫ№ЁЃ
ЃЈ2ЃЉПЙИЏЪДадКЭећЬхадЧПЁЃЗХШШШлНгЪєгкЗжзгМфСЌНгВЛДцдкЛњаЕгІСІзїгУЃЌШлНгЭъГЩКѓЃЌНгЭЗВПЗжгыдЕМЬхСЌНгаЮГЩздШЛВЛПЩЗжИюЕФвЛИіећЬхЃЌЖјСЌНгВПЗжЕФН№ЪєВФСЯЭЈЙ§бѕЛЏЛЙдЗДгІКѓздШЛаЮГЩЮШЖЈЕФН№ЪєЛЏКЯЮяЁЃ
ЃЈ3ЃЉШШШлДІНгЭЗЕчзшжЕаЁЁЃЗХШШШлНгДІЕФЕМЬхЮЊЯрЭЌЛђИќЛюадН№ЪєВФжЪЃЌЪЙЕУЕчзшжЕЧїНќгкЛђИќЕЭгкЫљЯрСЌЕФЕМЬхЁЃ
ЃЈ4ЃЉВйзїМђБуЁЃШлНгЮоаывРППЭтНгЕчдДЛђШШдДЃЌжЛашХфКЯФЃОпБуПЩЃЌЙЉШлНггУЕФВФСЯКЭФЃОпЧсБуЁЂвзгкаЏДјЃЌЪЪгкШЮКЮГЁКЯШлНгзївЕЁЃШлНгЗНЗЈММЪѕИпЃЌвЊЧѓОЙ§ХрбЕВХФмВйзїЁЃ
3 ЗХШШШлНгЙЄвеHMJ-3
ЗХШШШлНгЩшБИжївЊгЩФЭЮТВФжЪЫЎЦНШлНгзЈгУФЃОпЁЂHMJ-3ЭЗлгыШлНгвЉМСКЯГЩШлМСЁЂЕуЛ№зщГЩЁЃЖдФЃОпжЛвЊЧѓвЛАуЙтЛЌЃЛЖјгІгУЕНЕчРТжаМфНгЭЗЩЯЃЌБиаыЩшМЦаТаЭФЃОпЃЌвдТњзуШлНгВПЮЛЦНЛЌЁЂЮоУЋДЬЃЌВЛЕУГіЯжЕчГЁЛћБфЕФвЊЧѓЕШЁЃ
аТаЭФЃОпЭЈЙ§вЛЖЈЕФЛЁЖШЙ§ЖЩЃЌШЗБЃСЫШлНгВПЮЛЕФЦНЛЌЙ§ЖЩЃЌДгЖјИФЩЦСЫЕчГЁЗжВМЁЃ
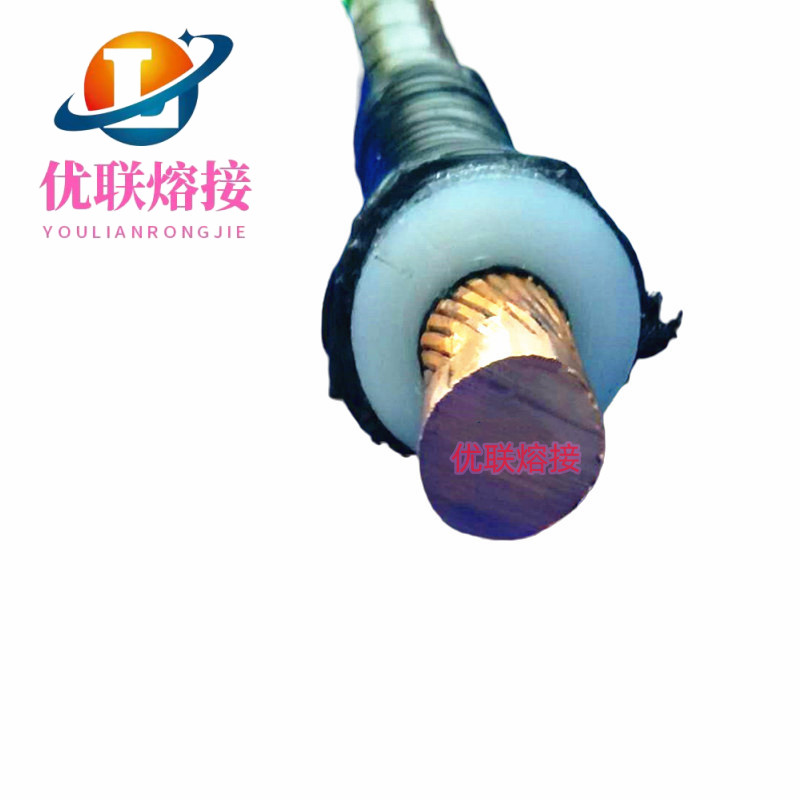
ЕчРТжаМфНгЭЗЕФЗХШШШлНгЭъГЩКѓЃЌАДЕчРТжаМфНгЭЗЪЉЙЄЙЄвеЃЌЭъГЩЕчРТжаМфНгЭЗжЦзїЃЌМгЙЄЭъГЩЕФЕчРТжаМфНгЭЗШчЭМЫљЪОЁЃ

