联系人:袁 (先生)
手机:17768983762
电话:0516-85743186
传真:0516-85743186
邮箱:17768983762@163.com
地址:江苏省徐州市鼓楼区中山北路255号
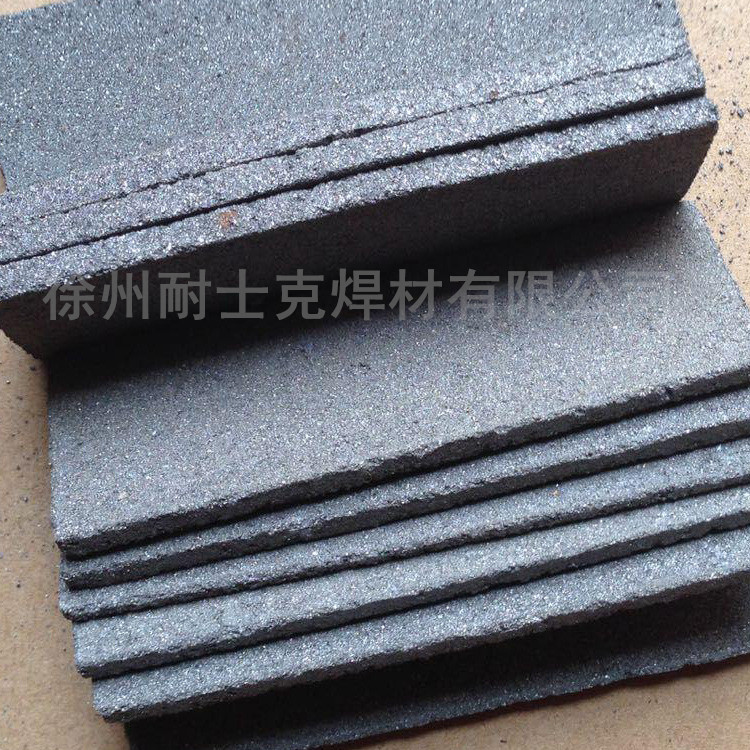
D-65K耐磨合金粉块 D-65K耐磨合金粉块一般采用碳弧焊工艺,电源为陡降外特性的直流弧焊机或交流弧焊机,直流焊时采用正接,即电极接负极,电极为高强度光谱纯石墨棒,规格为直径10mm、12mm、14mm、长400mm,使用前端头磨成锥形,锥高约为直径的2倍。 堆焊规范如下:每块粉块的堆焊时间:(90×30×3 mm)50-60秒 D-65K耐磨合金粉块碳弧堆焊的操作:
粉块碳弧堆焊采用接触式引弧,只要碳棒具有一定的锥度,电弧燃烧是稳定的。稍有经验的焊工略加练习便可掌握,多数焊工在开始掌握这种方法时,大都存在一个共同的弊病,即把电弧压的太低,电弧过低的缺点是:
1、极尖端易接触金属,致使不断地造成瞬间短路,使电弧不稳,影响堆焊层的平整度。
2、由于不断的造成短路,使碳棒损耗加快,费用增高。
3、碳弧堆焊的正确操作方法是:在空间位置允许的情况下,碳棒尽量垂直于工件,并且一经起弧整个焊接过程应保持一定的电弧长度,一般为3-8 mm。
操作过程如下:
1、引弧:堆焊粉块碳棒不可以在粉块上直接引弧;目的是:a、避免碳棒触动粉块使其移动位置。b、避免起焊处层与基体间过渡不圆滑。为此,应在距离粉块端头2-3 mm处的母材上引弧,之后立即将电弧引至粉块边缘,使碳弧笼罩基体三分之二,笼罩粉块三分之一的位置,然后作横向摆动,开始起焊。
2、摆动方法:起焊后,碳弧沿粉块作横向摆动,摆动方法有两种:方形摆动及锯齿形摆动。实践证明,后者较好,因为方形摆动焊速慢,稀释率增大,降低焊层硬度;锯齿形摆动焊速较快,故基体熔化较少,稀释率降低,从而有利于保证焊层的设计性能。
3、摆动幅度:为了使耐磨层合理的覆盖基体表面,在堆焊D-65K粉块时,摆幅等于粉块宽度,摆的幅度是否一致,直接影响焊层质量和零部件的使用效果,以60×20×3 .5mm粉块为例,焊后的覆盖面积应为(60-70)×(27-30)平方毫米。
4、堆焊速度:堆焊速度是决定堆焊质量的主要关键,它包括横摆焊速和前进焊速。这两个速度的配合必须一致。
5、横摆焊速,也就是横向摆动速度,这个速度要掌握合适。太慢,基体熔化多,焊层增加,表面出现黑皮和皱褶,降低性能;太快,可造成与基体结合不牢,焊层表面呈现渣坑,对堆焊质量均不利。因此,正确的横向摆动速度应是保证基体不过烧(稀释率不增高)的前提下,使合金元素得到较充分的熔化和反应。
6、前进焊速,其太快或太慢所产生的后果与横摆速度是一样的。前进焊速的快慢,应视横摆焊速粉块的熔化情况,通常是看粉块在电弧的作用下能否形成一个较好的熔池形状,良好的熔池形状的形成,要靠两个速度的配合得当。在整个过程中如能保持一个良好的熔池形状,既保证熔池边界清楚又使表面上的漂动,渣刚一漂动碳弧就移动,说明堆焊速度是合适的,就能得到光滑平整的优质堆焊层。一般,堆焊电流300A左右,粉块规格为90×30×3 mm,则堆焊时间为1分钟左右,此时焊层稀释率约50%,组织为共晶,外观颜色呈灰白色或黄绿色。
7、收弧:收弧和起焊同样重要,焊层两端均需平滑过渡。为此,收弧时要注意两个要点:1)为了避收弧端产残留熔滴及高低不平现象,收弧不可过早,需待块熔尽。2)为使收弧端与基体平滑过渡,收弧也不可太晚,免得收弧处弧坑太深,影响产品质量。较正确的收弧方法通常是:待粉块熔尽时立即将电弧拉长,利用电弧的低温区给熔池加以整形,使焊层与基体间过渡平滑。
8、注意事项:
1、堆焊层存在裂纹,一般与堆焊焊道长度方向垂直。当磨粒介质为高度运动的粒子时,应使裂纹方向与其垂直。
2、当焊速过快,焊层表面易形成渣坑。当渣坑直径和深度为3 mm以下时,可用碳弧重熔一下,即可消除;大于3 mm时,把相应大小的粉块粒放在坑中,再用碳弧重熔。
3、根据堆焊尺寸,可适当将几块粉块顺摆,连续堆焊。
4、如一块粉块堆焊宽度不够,可在前一道堆焊层侧边再放一块粉块,搭接2~3mm再堆焊,注意使搭接处焊层过渡平滑。
5、一般堆焊一平方米面积用粉块10~12Kg,每只直径12mm碳棒可堆焊2 Kg粉块。
耐磨合金粉块的抗裂性与抗磨性都优于焊条,主要用于在振动疲劳磨损严重零部件上。
一、合金粉沫耐磨喷涂
合金粉沫直接喷射在螺杆表面及料管内孔上,合金深度可达 2.5mm~5mm以上,合金表面之密度高达98%~99.5%合金粉沫附着强度超过10,000psi以上,因此,在高扭力的使用下,可提高耐磨寿命7-8倍。
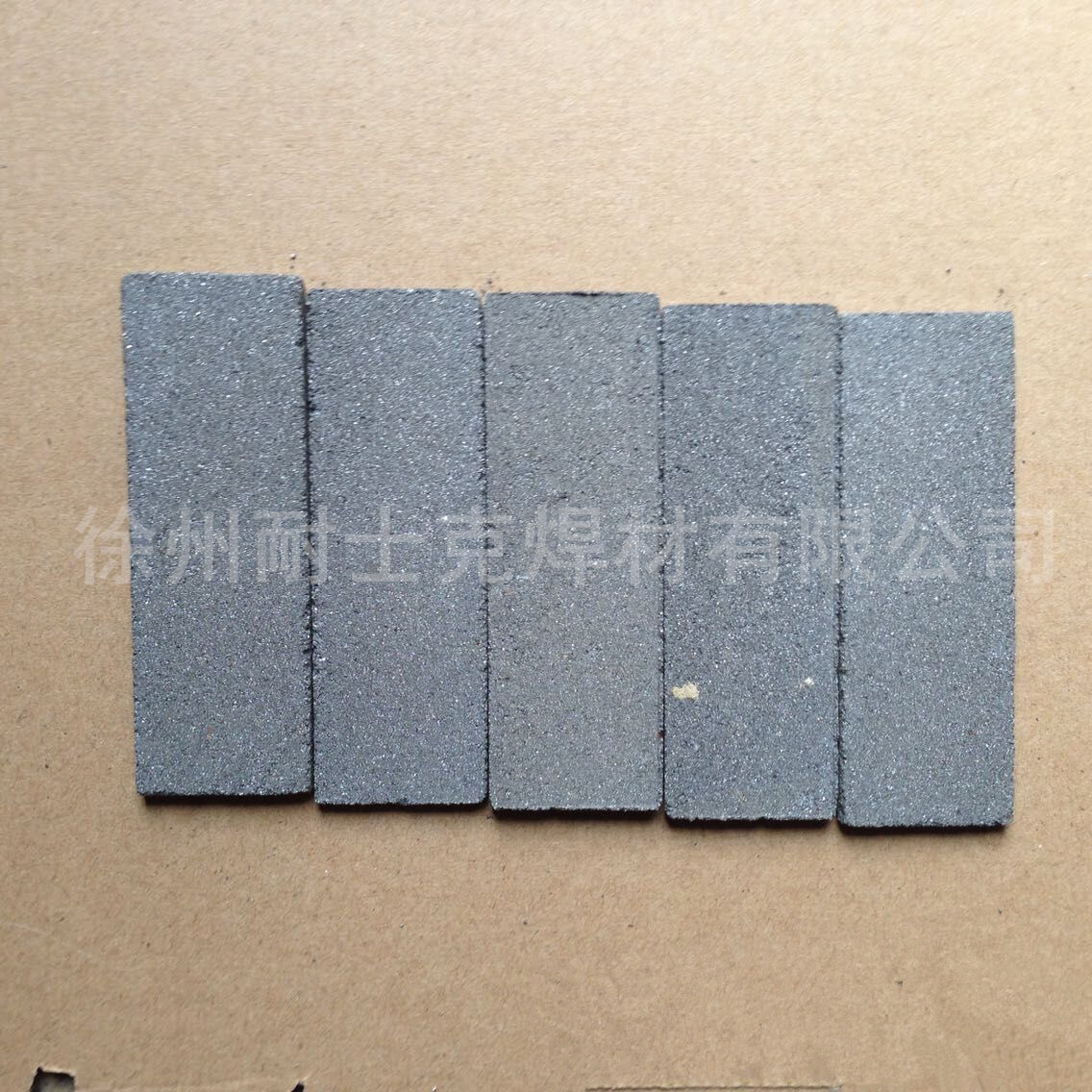
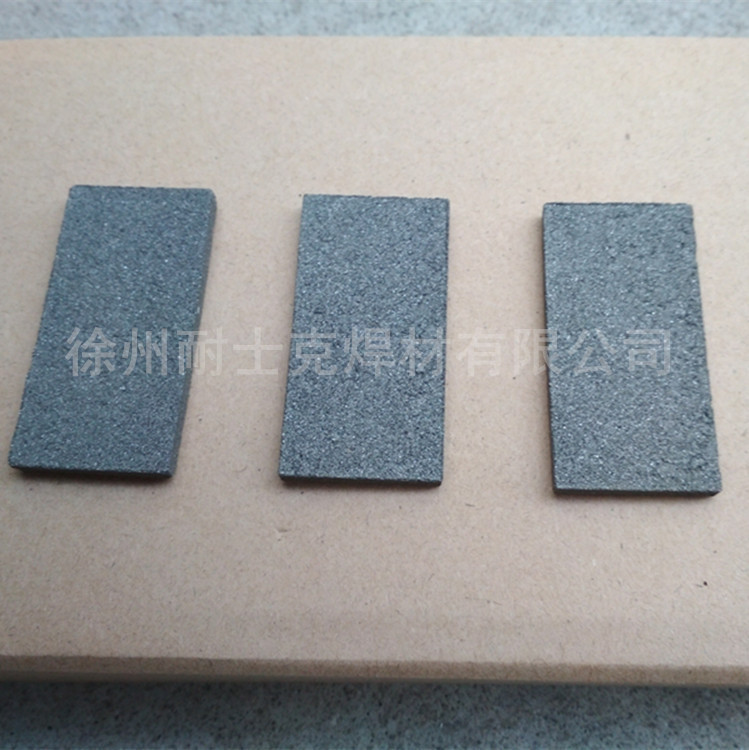
二、耐磨合金粉块
耐磨合金粉块自熔性良好,堆焊的工件无需除锈,它可堆焊在低、中碳钢、低合金钢及铸钢件上,也可在高锰钢和某些灰铸铁上堆焊,用于承受低、中等程度冲击的强磨粒磨损的易损件的制造与修复,焊后硬度为HRC≥60。.
它主要用于各种叶片、溜槽耐磨钢板、挤压辊辊面、制砖机绞刀、打泥板等零部件的制造和修复。堆焊后可提高使用寿命3-8倍。
用量:堆焊面积为1平方米约需粉块10kg或稍多一些,每1kg粉块,堆焊后所获得的耐磨层的重量为1.5kg左右,是任何耐磨堆焊材料所达不到的。
二、焊接工艺:
1、手工碳弧焊.
石墨电极规格:(碳棒)直流:Φ10×300、Φ12×300、Φ15×300;(碳棒)交流:Φ8×350、Φ10×350;交流弧焊机(空载电压≥70V)。
焊钳:采用加长嘴焊钳(防人灼伤)堆焊时,碳棒伸出钳口100mm左右;堆焊电流200~300A,堆焊稀释率50%。
2、用耐磨焊条添加粉块手工电弧焊,堆焊电流250A~300A..。 ...
耐磨合金粉块的抗裂性与抗磨性都优于焊条,主要用于在振动疲劳磨损严重零部件上。
一、合金粉沫耐磨喷涂
合金粉沫直接喷射在螺杆表面及料管内孔上,合金深度可达 2.5mm~5mm以上,合金表面之密度高达98%~99.5%合金粉沫附着强度超过10,000psi以上,因此,在高扭力的使用下,可提高耐磨寿命7-8倍。
二、耐磨合金粉块
耐磨合金粉块自熔性良好,堆焊的工件无需除锈,它可堆焊在低、中碳钢、低合金钢及铸钢件上,也可在高锰钢和某些灰铸铁上堆焊,用于承受低、中等程度冲击的强磨粒磨损的易损件的制造与修复,焊后硬度为HRC≥60。.
它主要用于各种叶片、溜槽耐磨钢板、挤压辊辊面、制砖机绞刀、打泥板等零部件的制造和修复。堆焊后可提高使用寿命3-8倍。
用量:堆焊面积为1平方米约需粉块10kg或稍多一些,每1kg粉块,堆焊后所获得的耐磨层的重量为1.5kg左右,是任何耐磨堆焊材料所达不到的。
二、焊接工艺:
1、手工碳弧焊.
石墨电极规格:(碳棒)直流:Φ10×300、Φ12×300、Φ15×300;(碳棒)交流:Φ8×350、Φ10×350;交流弧焊机(空载电压≥70V)。
焊钳:采用加长嘴焊钳(防人灼伤)堆焊时,碳棒伸出钳口100mm左右;堆焊电流200~300A,堆焊稀释率50%。
2、用耐磨焊条添加粉块手工电弧焊,堆焊电流250A~300A..。 ...
耐磨合金粉块的抗裂性与抗磨性都优于焊条,主要用于在振动疲劳磨损严重零部件上。